以下为您整理了一份结构化的PPAP培训资料大纲,并附上关键内容的详细解释,您可以根据这个大纲来构建自己的培训PPT或文档。
(图片来源网络,侵删)
PPAP 生产件批准程序 培训资料
第一部分:PPAP 基础认知
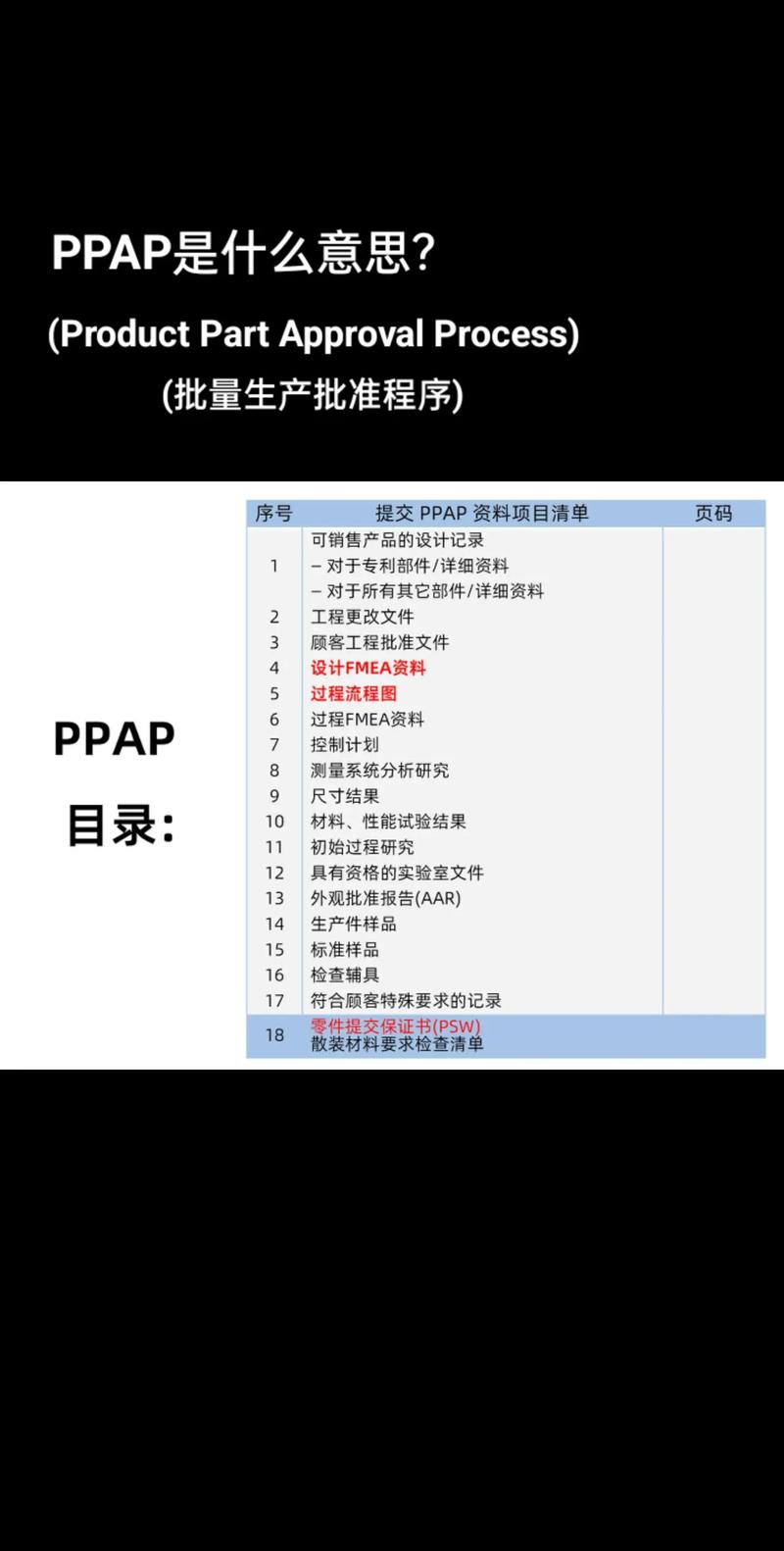
什么是PPAP?
- 全称: Production Part Approval Process (生产件批准程序)
- 定义: 一种由克莱斯勒、福特和通用汽车公司共同制定的质量管理体系框架,用于确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,以及其生产过程是否具有潜力在实际生产节拍下持续稳定地生产满足这些要求的产品。
- 核心思想: 在批量生产前,获得顾客对生产件的正式批准。
为什么要进行PPAP?(目的与意义)
- 对顾客(主机厂):
- 确保收到的产品符合设计要求。
- 降低因供应商生产问题导致的停产、召回等风险。
- 建立一套通用的、标准化的供应商批准流程。
- 对供应商:
- 明确顾客的要求,减少沟通误解。
- 系统性地审视和验证自身的生产过程能力。
- 获得批量生产的“通行证”,避免后续批量生产中的问题。
- 提升内部质量管理水平。
PPAP的适用范围
- 必须提交PPAP的情况:
- 一种新的零件或产品。
- 对以前提交零件的指定编号有工程更改。
- 设计记录、规范或材料方面的工程更改。
- 顾客要求的通知。
- 任何影响生产件批准的制造过程更改(如:工装、设备、工艺流程变更)。
- 分承包方来源的更改。
- 工装移到了一个新的地点。
- 其他经顾客规定的PPAP情况。
- 可以提交PPAP的情况:
- 一种现有零件或产品,采用了不同的加工方法或材料。
- 对现有工装的翻新或重新布置后的零件。
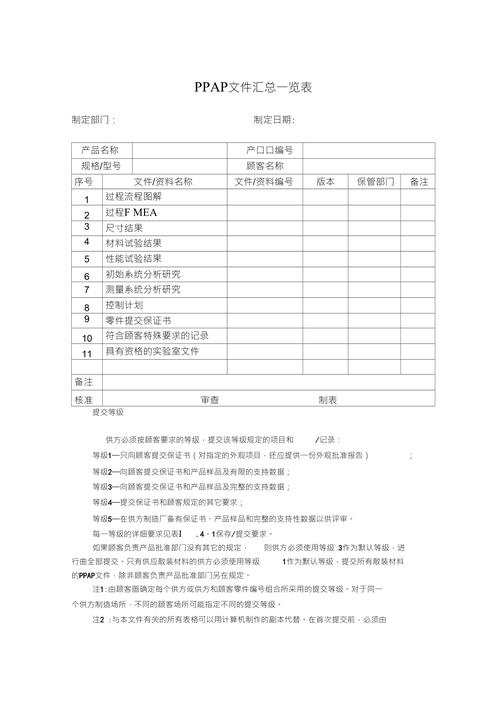
第二部分:PPAP 的 18 项核心要求
这是PPAP培训的核心内容,需要逐一详细讲解,这18项要求构成了PPAP提交包的主体。
(图片来源网络,侵删)
| 序号 | 项目名称 | 中文解释 | 核心要点 |
|---|---|---|---|
| 1 | Design Records | 设计记录 | 产品的“身份证”,包含所有设计规范,通常是CAD图纸、3D模型、BOM表等。 |
| 2 | Authorized Engineering Change Documents | 批准的工程更改文件 | 对设计记录的任何更改,必须有经顾客批准的文件。 |
| 3 | Customer Engineering Approval | 顾客工程批准 | 对于有特定要求的零件(如安全件、法规件),需要顾客工程部门的书面批准。 |
| 4 | DFMEA | 设计失效模式及后果分析 | 在产品设计阶段,识别潜在的设计失效,并制定预防和探测措施。 |
| 5 | Process Flow Diagram | 过程流程图 | 描述从原材料到成品出厂的整个制造流程,是PFMEA的基础。 |
| 6 | PFMEA | 过程失效模式及后果分析 | 在制造过程阶段,识别潜在的过程失效,并制定预防和探测措施。 |
| 7 | Control Plan | 控制计划 | 一份动态文件,描述了从进料到出货的整个过程中,如何控制产品特性和过程参数,以确保质量稳定。 |
| 8 | Measurement System Analysis | 测量系统分析 | 确保用来测量产品质量的“尺子”(量具、设备)是可靠和准确的,常用GRR(量具重复性与再现性)分析。 |
| 9 | Dimensional Results | 尺寸结果 | 提供全尺寸测量报告,证明产品尺寸符合图纸公差要求,通常包括关键尺寸、重要尺寸和一般尺寸。 |
| 10 | Material/Performance Test Results | 材料/性能测试结果 | 提供材料证明(如材质报告MSDS/材质证明书)和性能测试报告,证明产品满足功能要求。 |
| 11 | Initial Process Study | 初始过程研究 | 证明生产过程是稳定且有能力满足技术规范的,核心是计算过程能力指数。 |
| - 短期研究 (Ppk): 评估初始生产过程的能力,通常需要至少 100 件连续生产的产品,目标值 Ppk ≥ 1.67。 | |||
| - 长期研究 (Cpk): 评估过程在长期运行下的稳定性,目标值 Cpk ≥ 1.33。 | |||
| 12 | Qualified Laboratory Documentation | 合格的实验室文件 | 如果测试是在内部实验室进行,实验室需通过ISO/IEC 17025等认可,如果在外部实验室进行,需有客户认可或供应商的证明。 |
| 13 | Appearance Approval Report | 外观件批准报告 | 对于外观有要求的零件(如汽车保险杠、内饰板),需要提交此报告,并附上照片和色板对比。 |
| 14 | Sample Production Parts | 样品生产件 | 提交规定数量的、由实际生产过程生产出来的合格样品,供顾客进行评估。 |
| 15 | Master Sample | 标准样品 | 经顾客批准的样品,作为后续生产的比对基准,供应商需妥善保管。 |
| 16 | Checking Aids | 检辅具 | 用于检验产品的专用检具、夹具等,需提交并附上其校准和维护记录。 |
| 17 | Recording of Multi-cavity Molds | 多型腔模具的记录 | 对于多型腔模具,需提供每个型腔的型腔识别号、性能测试结果和过程能力数据,确保所有型腔生产的产品都合格。 |
| 18 | Submission Results | 提交结果 | 填写《PPAP提交保证书》,汇总所有提交项目的状态(如:批准、临时批准、拒收)。 |
第三部分:PPAP 提交流程
提交等级 顾客会根据零件的风险等级、复杂性和历史表现,规定供应商需要提交的等级。
| 提交等级 | 说明 | |
|---|---|---|
| 等级 1 | 只向顾客提交《PPAP提交保证书》和外部批准文件(如材料报告) | 用于低风险、标准化的零件。 |
| 等级 2 | 提交等级1的全部内容,以及顾客指定的样品和有限的相关支持资料和结果。 | 最常见的提交等级。 |
| 等级 3 | 提交等级1和2的全部内容,以及顾客指定的全部产品和过程的相关支持资料和结果。 | 用于高风险或新开发的复杂零件。 |
| 等级 4 | 提交等级1、2、3的全部内容,但提交方式由顾客决定(如电子版、系统上传等)。 | 顾客指定的电子化提交。 |
| 等级 5 | 在供应商制造场所提交等级1、2、3、4的全部内容,供顾客评审。 | 顾客会到现场进行审核。 |
PPAP 标准流程
- 启动: 顾客发出新产品或工程更改的通知。
- 准备: 供应商根据18项要求,收集、整理、准备所有资料和证据。
- 内部评审: 供应商内部(质量、工程、生产等)对PPAP包进行评审,确保完整、准确。
- 提交: 按照顾客规定的提交等级,将完整的PPAP包提交给顾客。
- 顾客评审: 顾客(通常是质量或工程部门)对提交的资料进行评审。
- 批准/反馈:
- 批准: 顾客签发《PPAP提交保证书》,供应商可以开始批量生产。
- 临时批准: 顾客允许小批量发货,但必须在规定时间内解决所有问题并获得完全批准。
- 拒收: PPAP包不符合要求,不能进行批量生产,需要整改后重新提交。
第四部分:常见问题与最佳实践
常见问题
- 资料不全: 漏掉某一项要求,如忘记提交DFMEA或MSDS。
- 数据无效: 过程研究样本量不足、计算错误,或测量系统分析未通过。
- 要求理解错误: 对图纸上的某个关键特性理解有偏差,导致控制计划或测试方法不正确。
- “为提交而提交”: 为了应付检查而准备资料,数据不真实,过程未真正验证。
- 提交时机错误: 在完成所有验证前就匆忙提交,导致反复修改和延迟。
最佳实践
- 早期参与: 在产品设计阶段就让质量人员介入,提前识别潜在问题。
- 跨部门协作: PPAP是工程、质量、生产、采购等多个部门共同的责任,需要建立高效的协作机制。
- 过程驱动: PPAP的核心是验证“过程”,而不是仅仅完成一堆文件,确保所有文件都真实反映了实际的生产和控制能力。
- 建立标准模板: 为FMEA、控制计划等建立标准模板,提高效率和一致性。
- 持续改进: 将PPAP作为一次全面的过程健康检查,即使获得批准,也要持续监控和改进过程能力。
第五部分:总结与问答
- 再次强调PPAP的核心价值——在源头预防问题,是连接设计与制造、供应商与顾客的桥梁,它不仅仅是一套文件,更是一种系统性的思维方式和工作方法。
- Q&A: 开放提问环节,解答学员在实际工作中遇到的困惑。
如何使用这份资料:
- 讲师: 可以以此大纲为骨架,在每个要点下填充详细的案例、图表(如FMEA表格示例、Cpk/Ppk计算公式、控制计划模板)和互动讨论题,形成完整的PPT课件。
- 学员: 可以将此大纲作为学习笔记,系统地了解PPAP的知识框架,并在工作中对照检查自己是否遗漏了关键环节。
希望这份详细的资料对您有所帮助!


