精益生产培训PPT
幻灯片 1: 封面页
- 精益生产 培训课程
- 消除浪费,创造价值
- 公司Logo
- 讲师: [您的姓名/部门]
- 日期: [培训日期]
幻灯片 2: 议程
- 什么是精益生产?
- 定义与起源
- 核心思想
- 精益的两大支柱
- 准时化生产
- 自働化
- 精益的七大浪费
识别并消除浪费
 (图片来源网络,侵删)
(图片来源网络,侵删) - 精益的核心工具
5S、看板、价值流图等
- 精益实施步骤
如何从0到1开始
- 案例分享与总结
成功经验与启示
- Q&A 互动环节
第一部分:什么是精益生产?
幻灯片 3: 定义与起源
-
精益生产的定义
 (图片来源网络,侵删)
(图片来源网络,侵删) -
- 核心定义: 一种以最小资源投入(人力、物料、设备、空间、时间),创造出最大客户价值的生产管理哲学和方法体系。
- 客户导向、价值流、流动、拉动、尽善尽美。
- 视觉: 一张简洁的图,左边是“输入”(资源),中间是“精益转换”,右边是“输出”(客户价值)。
-
精益的起源
-
- 丰田生产方式: 精益生产起源于20世纪50年代的日本丰田汽车公司。
- 丰田生产方式之父: 大野耐一。
- 核心理念: 彻底消除一切形式的浪费,追求生产效率的极致。
- 关键人物: 丰田喜一郎、大野耐一、新乡重夫。
- 视觉: 丰田早期工厂的图片,或大野耐一的肖像。
幻灯片 4: 精益的核心思想
- 精益的核心理念
- 内容 (以图标+文字形式展示):
- 价值: 从客户的角度定义价值,任何不能为客户增加价值的活动都是浪费。
- 价值流: 识别和绘制从原材料到成品交付给客户的所有活动。
- 流动: 打破部门壁垒,让创造价值的活动顺畅流动,没有停滞和中断。
- 拉动: 按需生产,后道工序向前道工序发出生产指令,避免过量生产。
- 尽善尽美: 持续改进,追求完美,永不满足于现状。
- 视觉: 使用五个相互连接的图标或一个循环图来展示这五个原则。
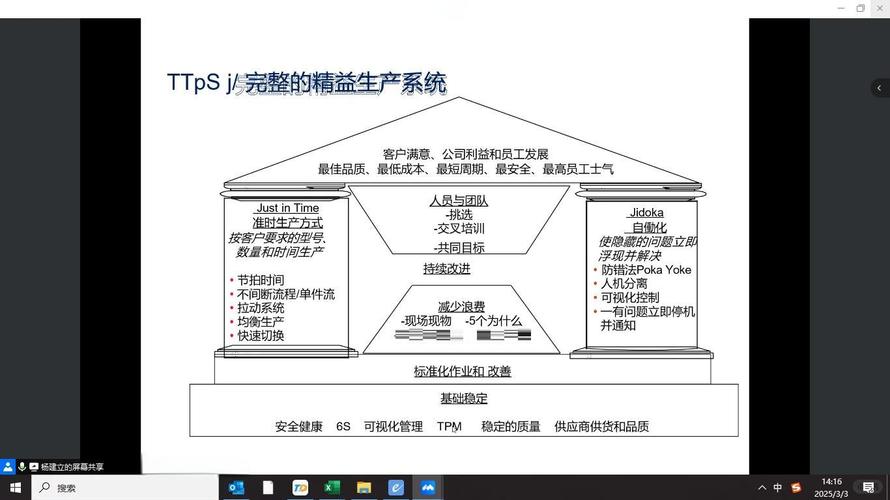
第二部分:精益的两大支柱
幻灯片 5: 两大支柱:准时化生产
- 准时化生产
- 定义: 在需要的时候,按需要的量,生产需要的东西。
- 目标: 消除库存和在制品,最大限度地减少浪费。
- 实现方式:
- 平准化生产: 均衡化生产和销售,避免需求波动对生产线的冲击。
- 拉动式生产: 后道工序去前道工序“取货”,而不是前道工序“推”给后道工序。
- 小批量生产: 缩短生产周期,提高灵活性,降低库存风险。
- 视觉:
- 对比图: 左边是“推动式生产”(仓库 -> 工序 -> 工序 -> 客户),右边是“拉动式生产”(客户 -> 工序 -> 工序 -> 供应商)。
- 一张超市货架的图片,比喻拉动式生产。
幻灯片 6: 两大支柱:自働化
- 自働化
- 定义: 带有“智能”和“人性”的自动化,赋予机器人的“智慧”。
- 目标: 保证质量,实现一人多机,提高生产效率。
- 核心原则:
- 异常即停止: 任何异常发生时,设备或生产线能自动停止。
- 安灯: 通过视觉信号(如灯光、声音)立即通知管理人员或维修人员问题所在。
- 人机分离: 操作员从监控机器的重复性工作中解放出来,可以专注于更重要的工作,如设备维护、质量检查等。
- 视觉:
- 一张丰田生产线的安灯系统图片。
- 一个简单的流程图:正常状态 -> 异常发生 -> 机器停止 -> 人员响应 -> 问题解决 -> 恢复生产。
第三部分:精益的七大浪费
幻灯片 7: 什么是浪费?
- 精益视角下的“浪费”
- 定义: 任何消耗资源但不为客户创造价值的活动。
- 丰田最初定义的七大浪费 (Muda):
- 等待的浪费
- 搬运的浪费
- 不良品的浪费
- 动作的浪费
- 加工的浪费
- 库存的浪费
- 过量生产的浪费
- 视觉: 一张仓库里堆满库存的照片,或一个工人无所事事的图片,直观展示浪费。
幻灯片 8-14: 七大浪费详解 (每张幻灯片讲解一种浪费)
-
通用模板:
- [浪费名称]
- 定义: [简明扼要的定义]
- 表现形式/案例: [列出3-4个本公司的常见例子]
- 如何消除: [提供1-2个改善方向或工具]
- 视觉: 使用“冰山”或“人形图”等经典图示,并配上本公司的现场照片作为反面案例。
-
示例 (过量生产的浪费):
- 过量生产的浪费
- 定义: 生产超出客户需求的产品,这是万恶之源,因为它会引发其他所有浪费。
- 表现形式:
- 为提高设备利用率而提前生产。
- 为应对不确定的需求而大量备货。
- 生产批量过大。
- 如何消除:
- 实施拉动式生产。
- 快速换模,实现小批量生产。
- 建立平准化生产计划。
第四部分:精益的核心工具
幻灯片 15: 工具箱概览
- 精益工具箱
- 将精益工具比喻成一个工具箱,里面有很多有用的工具,强调“工具服务于原则,而不是原则服务于工具”。
- 视觉: 一个打开的工具箱图片,里面放着各种工具的图标(如扳手、锤子、螺丝刀等),每个图标代表一个精益工具。
幻灯片 16: 工具一:5S现场管理
- 5S:现场管理的基础
- 定义: 一套用于维持和改善工作场所的组织、整洁和效率的系统。
- 五个S:
- 整理: 区分要与不要的物品,处理掉不要的。
- 整顿: 将必要的物品定位、定量放置,方便取用。
- 清扫: 清除工作场所的垃圾和污垢,并防止污染源。
- 清洁: 将整理、整顿、清扫制度化、标准化。
- 素养: 养成遵守规则、维持成果的习惯。
- 视觉: 展示“5S”前后的对比照片,特别是“整顿”前后的照片(如工具乱放 vs. 定位摆放)。
幻灯片 17: 工具二:价值流图
- 价值流图:看清全局的“X光片”
- 定义: 一种可视化工具,用于分析和描绘从原材料到客户手中的整个信息流和物流过程。
- 目的:
- 识别流程中的浪费环节。
- 计算整个流程的周期时间和效率。
- 制定未来的精益状态图,并规划改善路线图。
- 构成要素:
- 信息流: 订单、生产计划等。
- 物流: 原材料、在制品、成品。
- 数据框: 生产周期、换模时间、设备利用率等。
- 视觉: 展示一个简单的当前状态VSM图和未来状态VSM图的示例。
幻灯片 18: 工具三:看板管理
- 看板:拉动生产的“信号”
- 定义: 一种可视化的信息系统,用于传递生产指令和物料需求。
- 作用:
- 实现准时化生产。
- 控制在制品数量。
- 使问题暴露,促进持续改善。
- 看板类型:
- 生产看板: 指示生产什么,生产多少。
- 取货看板: 指示从哪里取料,取多少。
- 视觉: 展示实体看板卡片和电子看板系统的图片,并用一个简单的流程图说明看板如何在工作站之间流动。
幻灯片 19: 其他重要工具 (概览)
- 更多精益工具
- 内容 (以图标+简介形式快速介绍):
- 标准化作业: 定义当前最高效、最安全的工作方法,是改善的基础和基准。
- 快速换模: 在极短时间内完成生产线从生产一种产品切换到另一种产品。
- 防错法: 通过设计使错误根本不可能发生,或使错误发生时能被立即发现。
- 均衡化生产: 将生产任务均衡地分配到各时间段,平滑生产波动。
- 全员生产维护: 通过全员参与,以实现设备的最高综合效率为目标。
第五部分:精益实施步骤
幻灯片 20: 如何开始精益之旅?
- 精益实施路线图
- 内容 (PDCA循环 + 关键步骤):
- 领导层承诺与变革: 高层必须支持和参与,提供资源。
- 培训与意识普及: 让全员理解精益是什么,为什么要做。
- 识别价值流: 选择一个试点产品或价值流,绘制VSM。
- 建立跨职能团队: 打破部门墙,组建改善团队。
- 实施5S: 从最基础、最容易见效的地方开始。
- 开展改善活动 (Kaizen): 如快速改善周、价值流分析等。
- 标准化与推广: 将成功的经验标准化,并推广到其他区域。
- 持续改善: 建立长效机制,将精益融入企业文化。
- 视觉: 一个清晰的路线图或阶梯图。
第六部分:案例分享与总结
幻灯片 21: 案例分享
- 我们身边的精益改善
- 案例一 (5S改善): [描述某个部门/区域实施5S前后的变化,如工具柜、文件柜、车间地面等,附上对比照片,并量化改善效果,如“寻找工具时间从15分钟缩短到2分钟”,]
- 案例二 (流程优化): [描述某个流程(如物料领用、文件审批)通过消除浪费,周期时间缩短了多少百分比,]
- 目的: 增强说服力,让学员看到精益在本公司的实际应用和价值。
幻灯片 22: 总结与回顾
- 关键要点回顾
- 精益的核心是以客户为中心,消除浪费。
- 两大支柱是准时化和自働化。
- 识别和消除七大浪费是日常工作的重点。
- 5S、VSM、看板等是强大的工具,但要服务于精益的原则。
- 精益是一场永无止境的旅程,需要全员参与和持续改善。
- 视觉: 将前面讲过的核心原则和工具图标重新展示一遍,形成呼应。
幻灯片 23: Q&A 互动环节
- 提问与交流
- 大字体: Q&A
- 感谢聆听!欢迎提问与交流。
- 视觉: 简洁的背景,可以放一张团队微笑的照片。
幻灯片 24: 结束页
- 谢谢!
- 公司Logo
- 联系方式 (可选)
给讲师的建议:
- 视觉化: 尽量使用图片、图表、短视频,少用大段文字。
- 互动性: 在讲解过程中多提问,鼓励学员分享自己工作中的浪费现象。
- 本地化: 尽可能使用本公司或本行业的真实案例和图片,让学员更有代入感。
- 实践性: 如果条件允许,可以安排一个简短的现场参观或模拟改善活动。
- 控制节奏: 确保每个部分的时间分配合理,重点突出(如七大浪费和核心工具)。
- 准备充分: 对可能被问到的问题提前做好准备,尤其是关于如何在本公司落地的问题。

(图片来源网络,侵删)


